海水淡化厂:从海洋中汲取生命之源
地球,这个主要由海洋覆盖的星球,其表面71%覆盖着广袤的海洋,但其中约97.5%的水都是高盐度海水,无法直接饮用。尽管地球水储量丰富,但可利用水资源短缺的问题仍然困扰着全球许多国家和地区。为了应对这一挑战,人类研发了海水淡化技术,通过脱盐工艺,将其转化为符合饮用水标准的淡水。本文将深入探讨海水淡化厂的工艺流程、全球应用实例以及其对解决水资源短缺问题的战略价值。

加州的卡尔斯巴德海水淡化厂是全美最大的反渗透海水淡化设施,日产淡水能力达54万立方米(约2亿2700万升)。
海水淡化是一项复杂而精密的过程,其核心目的是将海水含盐量从35000mg/L降至500mg/L以下。目前,商业化的海水淡化技术主要包括多级闪蒸(MSF)和反渗透(RO)。
多级闪蒸技术利用的是沸点随压力降低的原理。当预热海水进入逐级减压的闪蒸室时,部分海水会瞬间汽化,蒸汽随后被冷凝成淡水。这种方法热效率可达8-10%,适用于大型热电联产的海水淡化装置。
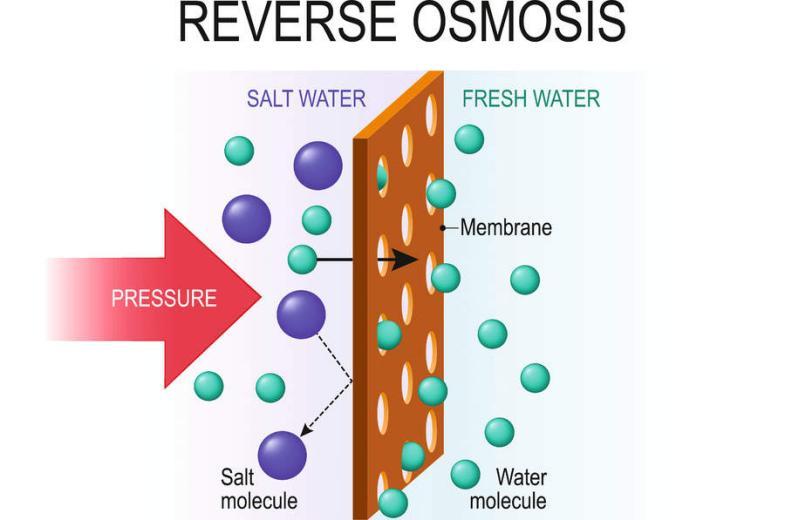
反渗透技术则是通过聚酰胺复合膜来实现盐分分离。在5.5MPa-6.8MPa高压下,海水被迫通过孔径0.1nm-1nm的选择性透过膜。由于溶解盐类的水合离子半径大于水分子,它们被有效截留,被广泛应用于沿海缺水地区。
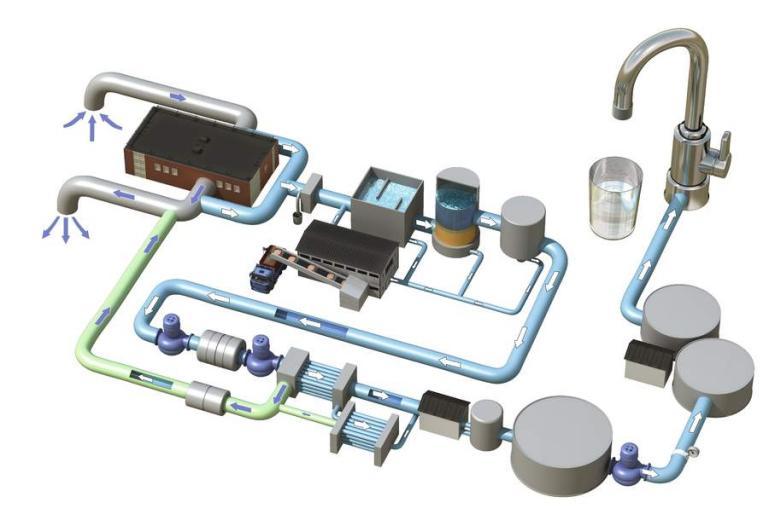
海水淡化厂的标准流程包括取水、预处理、脱盐、后处理和配水等工艺段。以反渗透系统为例,首先,海水会通过粗格栅和沉砂池,去除直径>1mm的悬浮物。然后,经多介质过滤器和5μm精密过滤器,将SDI(污染密度指数)值降至<3,以延长反渗透膜使用寿命。
接下来,预处理海水会进入高压泵组,增压后通过膜堆组件。产水会经过二氧化碳脱气和矿化调节,补充必要的矿物质。最后,成品水经次氯酸钠消毒后进入市政管网,出水水质符合WHO饮用水标准。
据国际海水淡化协会最新统计,全球目前已经建立了超过1万8000座海水淡化厂,每天为150多个国家的3亿人口提供超过95万立方米(860亿公升)的淡水。这些海水淡化厂不仅解决了当地的饮用水供应问题,还为全球的水资源可持续利用做出了重要贡献。
以坦帕湾海水淡化厂为例,该厂利用当地发电厂的温排水作为原水,通过标准化的处理过程,最终将产品水输送到市政管网。在这个过程中,首先会对进水进行多级预处理,除去其中的粒径大于50微米的颗粒。然后,通过超滤和反渗透技术,将TDS(总溶解固体)从35000mg/L降至500mg/L以下。在反渗透过程中,浓缩液会通过扩散器缓慢返回海洋,并利用压力交换器进行能量回收,回收效率可达40%。最后,经矿化调节后的淡水会进入配水管网。

美属维京群岛的这些管道内包裹着逆渗透膜
以色列是全球水资源匮乏程度最严重的国家之一,长期以来年均降水量不足200mm。随着海水淡化技术的大规模应用,以色列已经基本实现了供水自给。目前,该国已经建立了五座大型海水淡化厂,年产能约6亿立方米(6000亿公升),满足全国60%的用水需求。这些海水淡化厂采用了微滤预处理和高效反渗透膜组等先进技术,吨水电耗控制在3kWh以下。同时,以色列还建立了国家级的水资源调配系统,实现了淡水的优化配置。
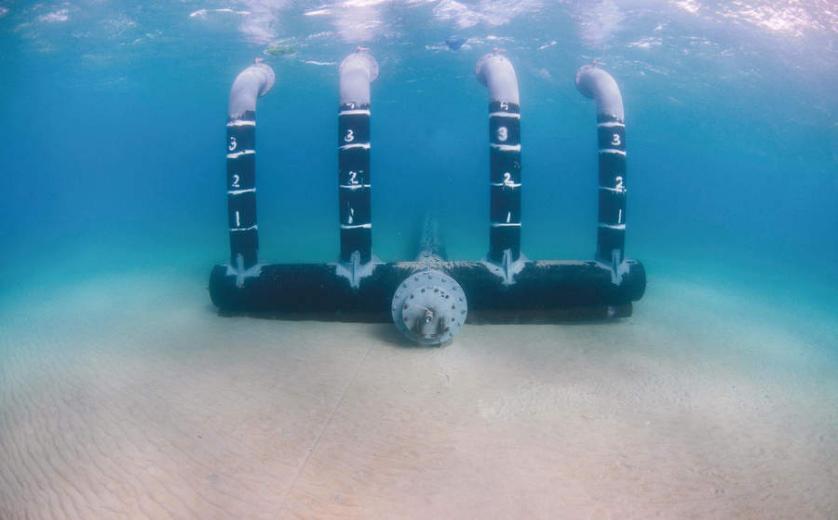
一旦海水淡化过程结束,这些水管便会将卤水排放回地中海。
除了以色列之外,沙特阿拉伯的朱拜勒海水淡化厂是全球规模最大的反渗透海水淡化项目,日产淡水能力达150万立方米。该厂采用了能量回收装置和智能控制系统,运行能耗较传统工艺降低30%。
反渗透的技术原理是基于选择性透过膜的分离机制。在25℃标准条件下,海水渗透压约为2.5MPa,而反渗透系统通过施加5.5-6.8MPa的操作压力,使水分子逆渗透压梯度通过聚酰胺复合膜。这种膜分离技术的产业化应用,使得海水淡化单位成本从20世纪70年代的10美元/立方米降至现在的0.5-1美元/立方米。
海水淡化技术为缓解全球性水资源危机提供了有效途径。通过材料创新和工艺优化,现代海水淡化厂的能耗较早期降低了80%。随着光伏-反渗透耦合等新技术的成熟,海水淡化将在全球水安全中扮演更加重要的角色。在此背景下,需要同步完善水资源管理制度,推动节水型社会建设。
文中图片均来源于《How it works》杂志
作者:《how it works》科普团队
审核:沈萍 中国地震局地球物理研究所研究员
图文简介